Dayuan Сила
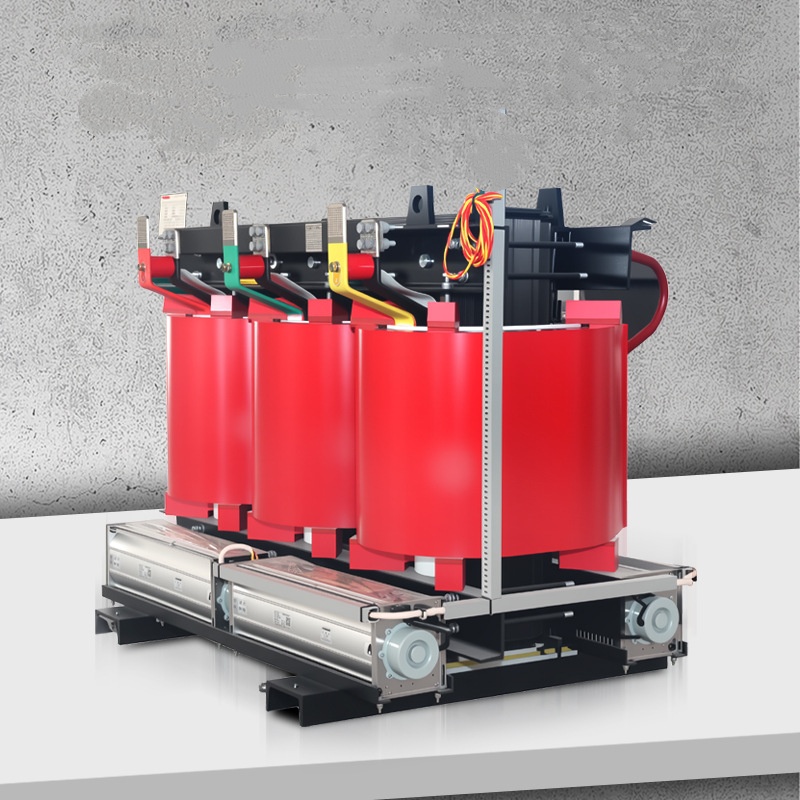
Jiangsu Dayuan Power Equipment Co., Ltd. является технологическим предприятием, специализирующимся на производстве и производстве, научных исследованиях и разработках, а также продаже продукции трансформаторов мощности. На протяжении многих лет она получила различные почетные звания. Опираясь на передовые отечественные технологии, производственное и испытательное оборудование, предприятие предоставляет клиентам экологически чистые, энергосберегающие и низкоуглеродные продукты, которые соответствуют характеристикам каждого региона для удовлетворения потребностей рынка и различных клиентов. В настоящее время компания специализируется на производстве различных типов трансформаторов, погруженных в масло, трансформаторов сухого типа, трансформаторов мощности из аморфного сплава SCBH15 и коробковых подстанций, а также предлагает комплексные услуги по настройке продукта. Наша команда продаж предлагает теплые и внимательные услуги "7×24" для удовлетворения потребностей зарубежных клиентов, в то время как мы стремимся предоставить глобальным клиентам высококачественные и высокопроизводительные продукты трансформатора, широко используемые в энергетике, телекоммуникациях, промышленной автоматизации и других областях. Мы экспортировали нашу продукцию в более чем 56 стран, включая США, Канаду, Испанию, Россию, Сингапур и Индию.